切削加工とは、切削工具(チップ、シャンク、エンドミル、ツールホルダなど)を用いて、金属や樹脂といった被削材を所定の形状に加工する代表的な除去加工プロセスです。旋削・フライス・穴あけなど、多くの加工法の基盤となる技術であり、製造業の幅広い領域で活用されています。切削加工の強みは、複雑形状への対応力、高い加工精度、生産性の高さにあります。しかしその一方で、工具寿命のばらつき、加工面性状の不安定化、切りくずの絡み付きや排出トラブルなど、日常的に多くの課題が発生します。これらは材料・工具・条件・熱・振動といった要因が複雑に影響し合うため、経験則だけでは最適化が難しい側面があります。
こうした背景から、近年は加工プロセスをデータで理解し、問題要因の可視化や最適化を図る「プロセスインフォマティクス1」への関心が高まっています。切りくず形状や加工条件、センサ情報など、多様なデータから知見を抽出するアプローチは、現場改善の新たな選択肢となりつつあります。
本記事では、切削加工の基礎と代表的な課題を整理した上で、特に「切りくず」に焦点をあて、切りくず処理の視点とデータ活用によるインフォマティクスの可能性について解説します。
切削加工の基礎知識
機械加工の分類 | 除去加工、変形加工、付加加工
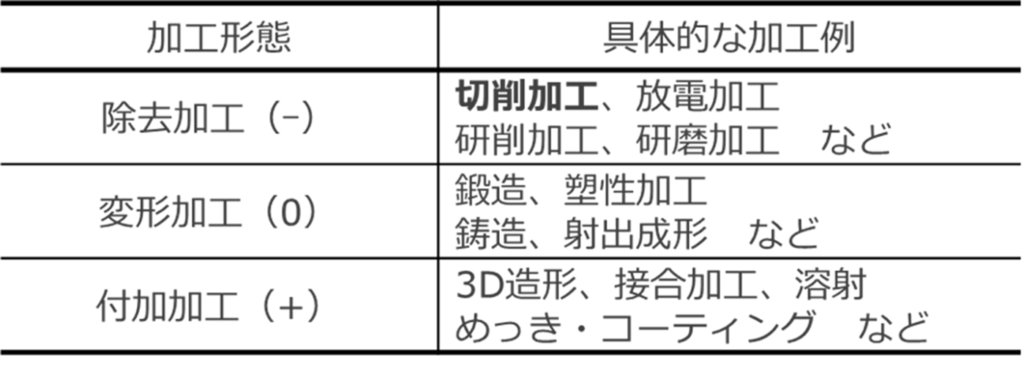
機械加工は、除去加工、変形加工、付加加工の3つに分類されます(表1)。除去加工は材料を削り取って体積を減らす加工で切削加工が代表的です。変形加工は材料を圧力や熱で変形させて形作る加工で、成形加工とも呼ばれます。付加加工は別の材料を加えたり、接合したりして目的の形にする加工です。
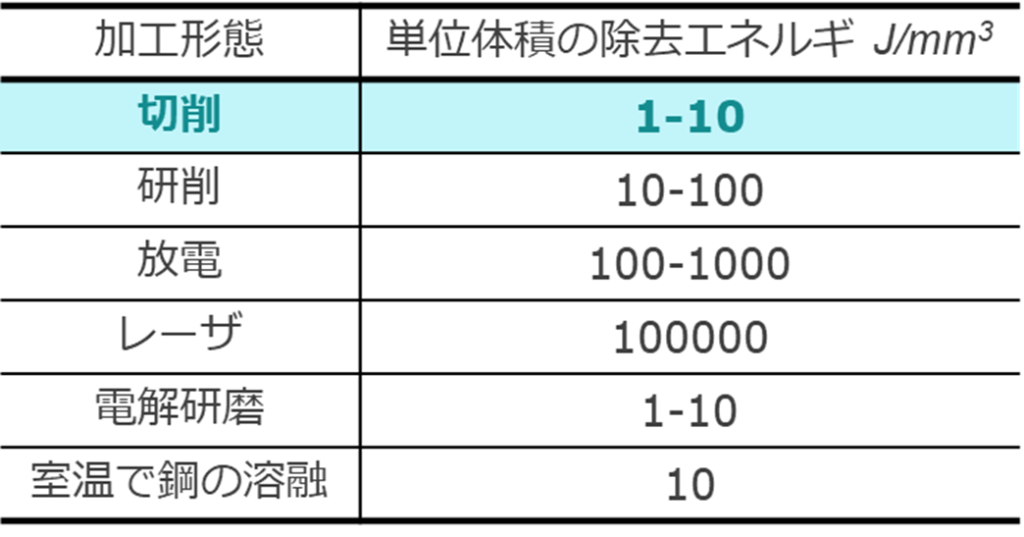
除去加工の中で切削加工は、工具と被削材を接触・衝突させて加工を行うので、加工に要するエネルギーが低いことが特長になります(表2)。加工に要するエネルギーが少ないため、切削加工結果のデータ収集コストも低くなり易いです。一つの考えとして、費用を抑える観点で、インフォマティクスのトライアルに切削加工を対象プロセスに選択いただく判断も良いかもしれません。
切削加工の大別 | 旋削、フライス
被削材を回転させて加工を行う「旋削加工」と、工具を回転させて加工を行う「フライス加工」の2つに大別されます。
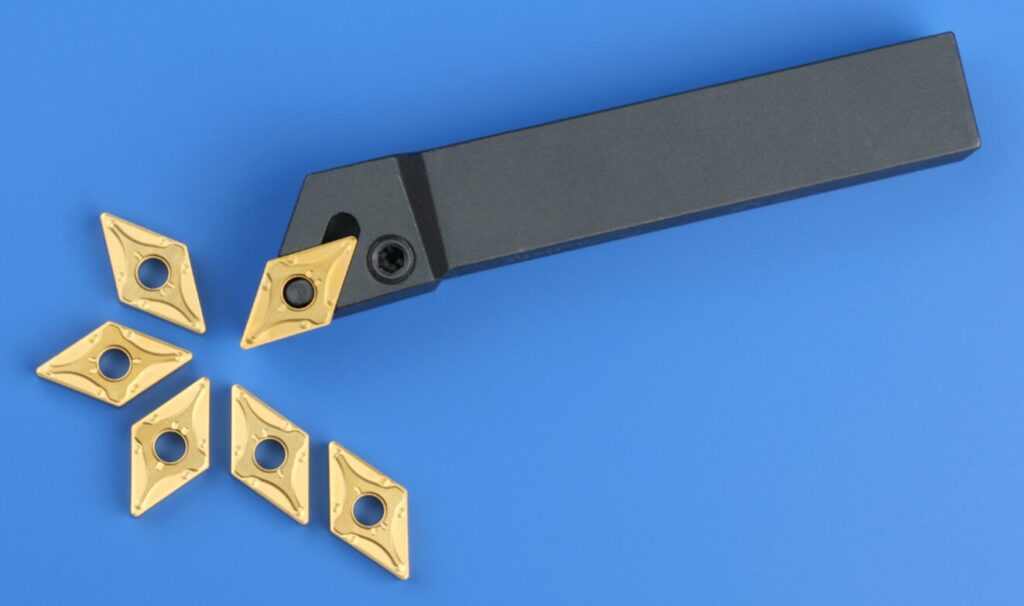
旋削加工は外周や内面など円柱・円筒状の加工が得意で、円滑な表面を高速に得ることができます。例えば、図1(a)に示すような切削工具チップをシャンクに取り付けて加工を行います。加工条件によっては、図1(b)のように切りくずが長く繋がって流出することもあります。
一方で、フライス加工は平面や溝など複雑形状の加工が得意で、所定形状を高精度に得ることができます。例えば、図2(a)に示すエンドミルをツールホルダに取り付けて加工を行います。フライス加工の場合は、1回転のうちで加工と非加工を繰り返す断続加工であるため、図2(b)のように一定長さの切りくずを飛散させます。


切削加工の基本構成と課題の複雑性
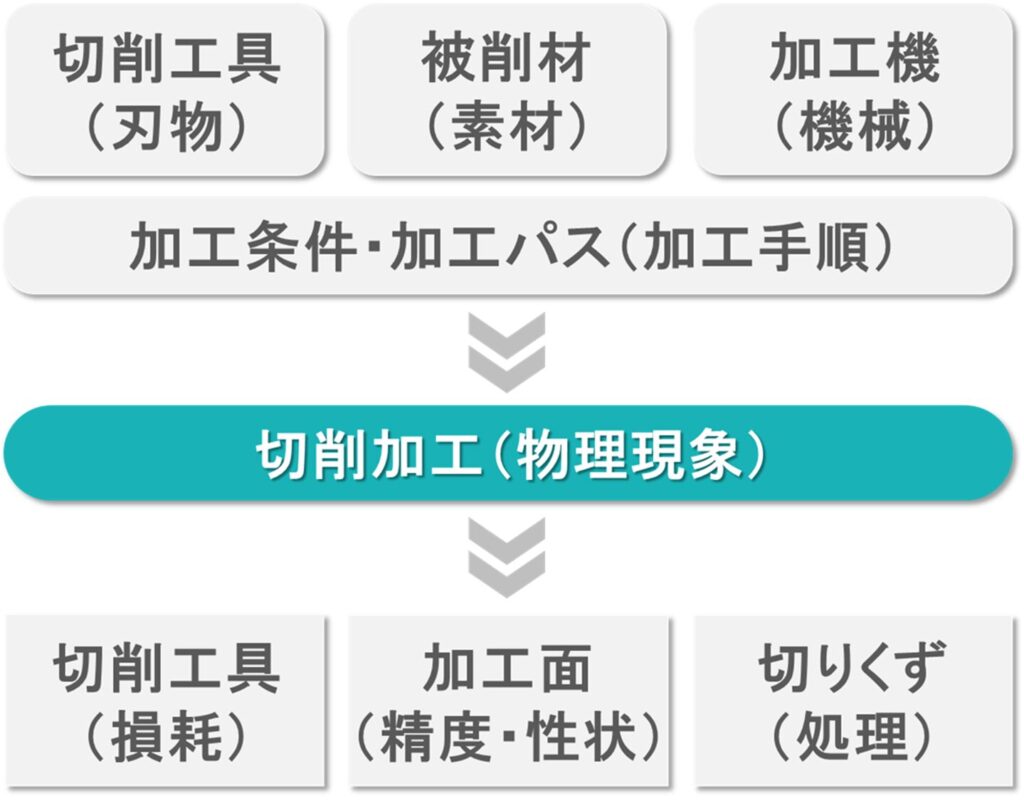
切削加工は、切削工具・被削材・工作機械に加え、工具形状や材質、加工条件を適切に準備・設定することで成立します(図3)。得られる加工結果は損耗した切削工具、加工面、切りくずといった実体を伴うため、見た目の変化や形状から状況を感覚的に把握し易いです。
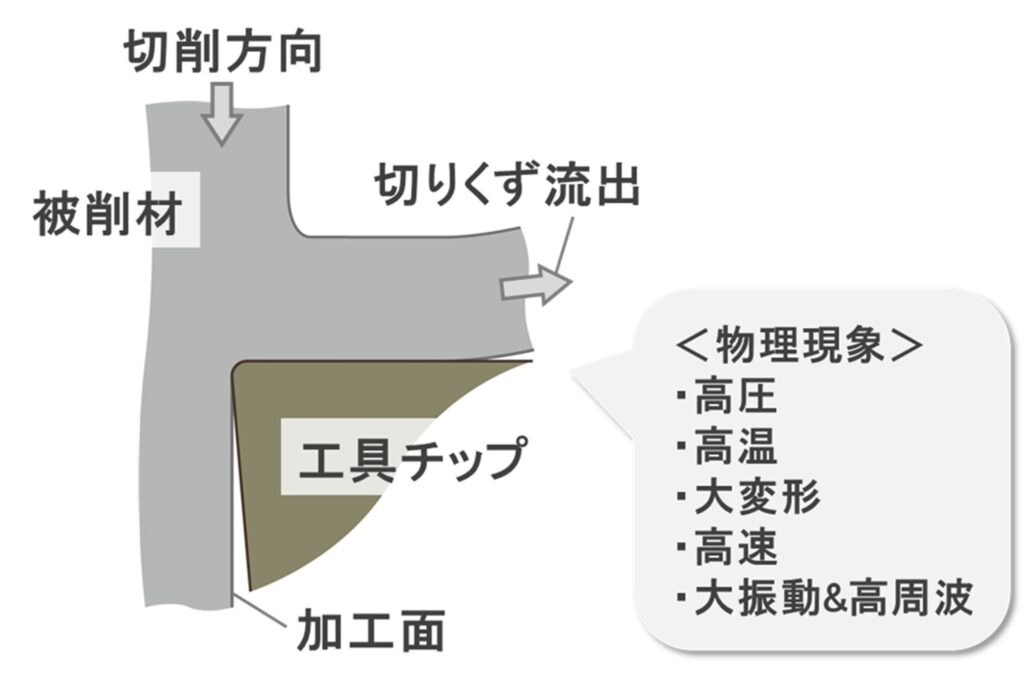
しかし、工具と被削材が接触する切削加工点では多くの物理現象が同時に起きており、図4に示すような物理現象が局所的に発生し、その挙動は極めて複雑になります3。そのため、加工トラブルが発生した場合には、原因仮説の立案や対策実施の判断が難しくなることがあります。特に量産準備から量産立ち上げの段階では、最適な加工条件や工具仕様がすぐに定まらず、試行錯誤に時間を要するケース4も珍しくありません。
切削加工で生じ得る課題
切削加工における課題は、大きく「切削工具」「加工面」「切りくず」の3つに分けられます。それぞれの観点から代表的な課題を解説します。
工具寿命
切削工具は加工中に摩耗・欠損が進行し、その性能は時間とともに低下していきます。摩耗進行の速度は、材質、工具形状、切削条件、冷却条件など多くの要因の影響を受けるため、安定した寿命予測が難しいです。被削材も工具も硬度の高い場合、例えば焼入鋼のCBN工具(cubic Boron Nitride焼結体の切削工具)による加工では、寿命のばらつきが大きくなり、品質や生産性の安定化が困難になり易いです5。
加工面精度、加工面性状
加工面の寸法精度や表面性状は、工具摩耗、工作機械の剛性、振動、切削条件などの影響を受けて変動します。特に量産工程では、工具の状態変化に伴う寸法精度の悪化、面品質の劣化が課題となります。工具摩耗起因の課題であれば基本的には工具交換で対処可能でありますが、びびり振動6と呼ばれる切削加工中に生じる振動の対策に関しては容易ではございません。びびり振動は強制型と自励型の2つのタイプに分けられますが、各タイプの対策が真逆になることも多く、過去の経験に基づいて対策を講じても解決しないことがあります。例えば、外周の溝入れ加工(旋削)のびびり振動発生の対策として送りを小さくした場合にびびり振動が収まらない、ということもあり得ます。このケースでは自励型びびり振動を疑わなくてはなりません。このように、加工能率を下げてもびびり振動の発生を回避できない場合があります。良好な精度・面性状を得るには、複数の要因を適切に把握し、最善な対策を講じる必要があります。
切りくず処理
切りくずの形状や流出状況は、加工の安定性に大きく関わります。旋削加工では長く繋がった切りくずの絡み付きが発生し、フライス加工では工具-被削材間に飛散した短い切りくずの噛み込みが発生することがあります。切りくず絡み付きが始まった直後の様子を図5に示します。切りくずが適切に処理されなければ、加工停止、ワーク品質の低下、工具損傷のリスクが高まり、生産性に大きな影響を与えます。切りくず処理性を向上させるために、切削工具の形状を工夫する方法が広く活用されています7, 8。
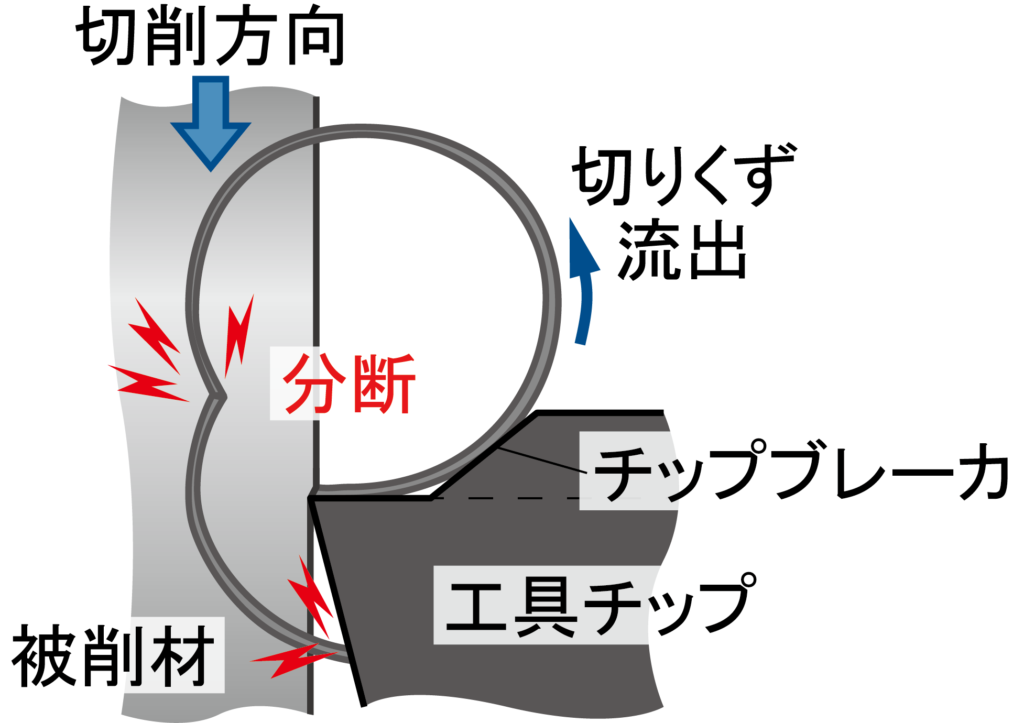
旋削加工では、切りくずを短く分断するチップブレーカ(工具先端の突起部等)を付与した切削工具が主流になっております。チップブレーカを用いることで、図6に示すように切りくずを強制的にカールさせ、工具や被削材に再び接触する際に切りくずの強度以上の変形が加えられて短く分断されます。

切りくず処理のポイントと新しいアプローチ
切りくず処理を考える上で押さえておきたい要点を整理し、切りくず制御の新しいアプローチを紹介します。従来手法だけでは見落とされがちな観点を明らかにし、“切りくずを理解する”土台を作ります。
切りくず処理の重要な視点
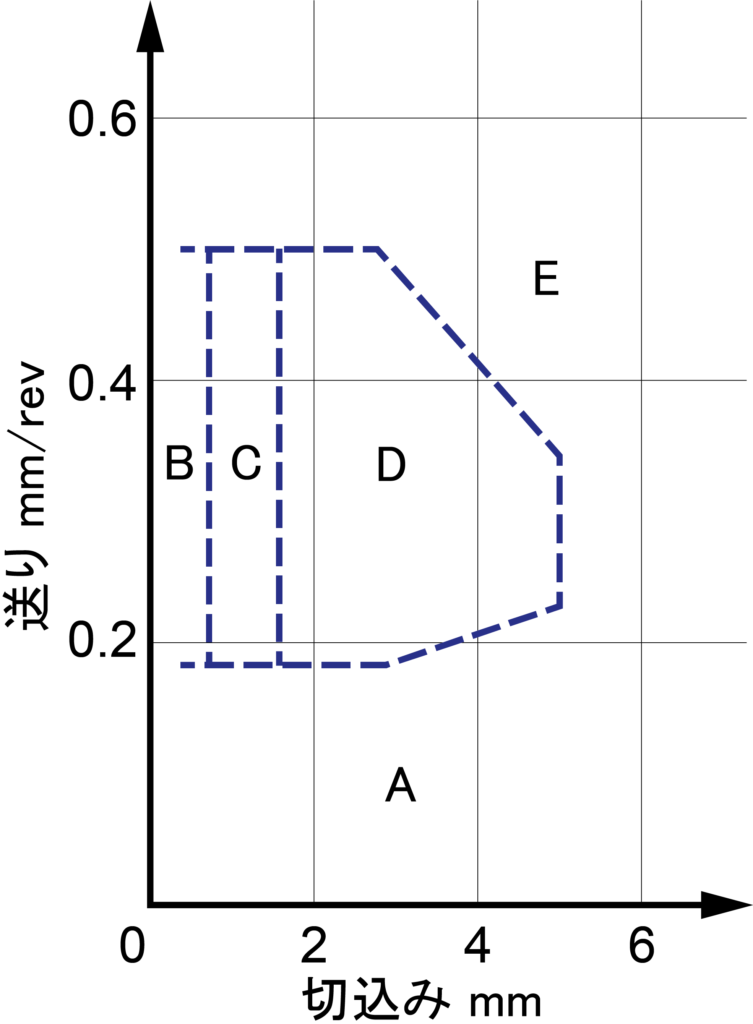
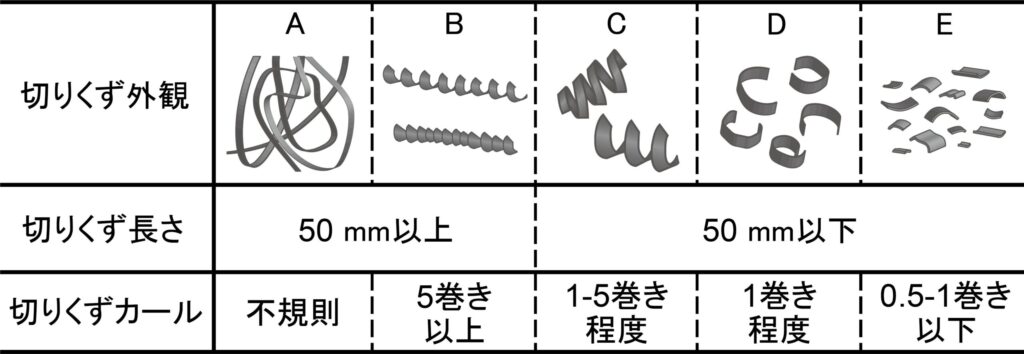
広く活用されているチップブレーカを例に、切りくず分断可能な加工条件の範囲について解説します。炭素鋼の旋削加工の有効範囲の例を図7に示します。例えば、切込みが0.8 mm 以下、または送り0.18 mm/rev 以下では、表3に示すタイプAやBのように,長く繋がった切りくずが流出します。そのため、切込みと送りの小さい仕上げ条件ほど、切りくずの分断処理が難しくなっていきます。また、処理される切りくずの大きさや形状に関しても重要であり、表3に示すタイプEのように細かく分断され過ぎてしまうと、被削材とチャックの隙間に入り込むことによる把持不良や加工機の摺動面に入り込むことによる加工精度不良や加工機停止を引き起こします。安定した加工を継続するためには、切りくずの大きさや形状を適切に制御することが重要になります。
切りくず処理の新しいアプローチ
切りくずが長く繋がってしまう旋削加工に対して、切りくず分断処理という考え方ではない加工方法も提案されています11。分断処理の難しい加工条件に対して、切りくずを連続処理する着想になります。この方法では、図8(a)のように生じる切りくずカールに対して、図8(b)のようにすくい面に案内溝(深さと大きさが100mm程度の凹部)を持つ工具を使うことで溝内に切りくずが入り込み、溝に沿って真直ぐな切りくずを流出させることができます。これに加えて、図8(c)のようにトンネル状の誘導路(幅と高さが数mm程度の切りくずを通過させる穴)を用いることで、カールを抑制した真直ぐな切りくずを所望の位置まで確実に導くことができます。切りくずを導いた先に、連続処理装置を備え、切りくずを連続的に処理・回収する加工方法になります。
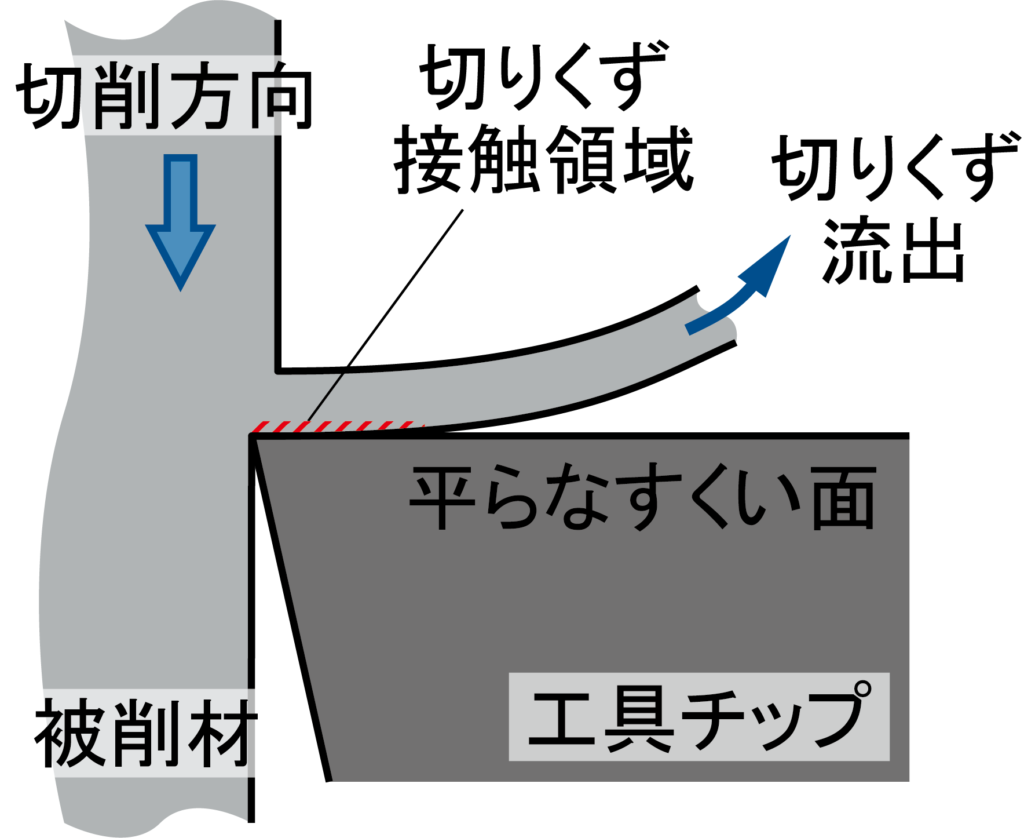
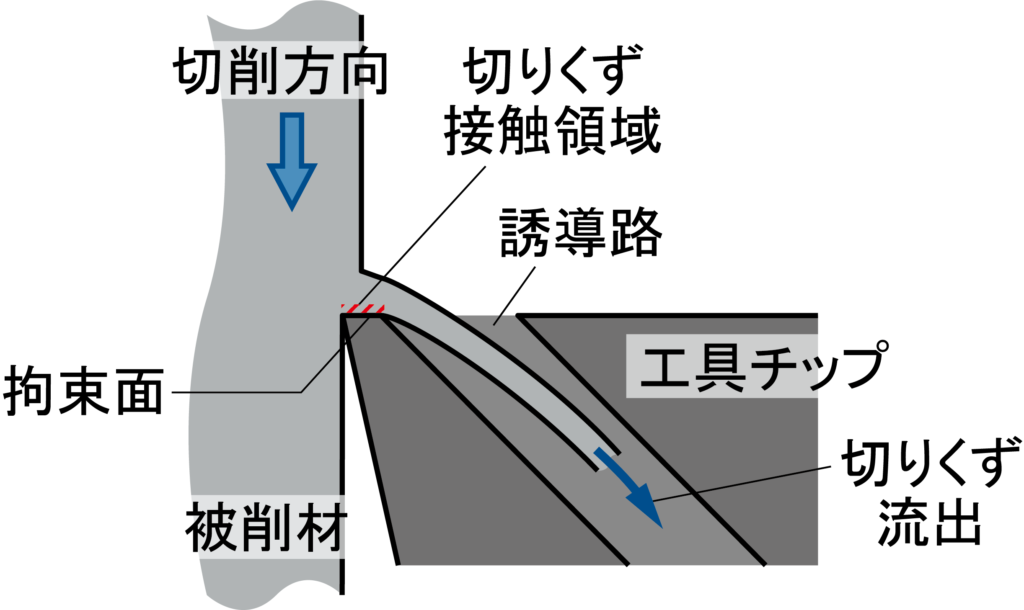
また、誘導路と切削工具を一体にした加工方法12も提案されています。平らなすくい面を持つ切削工具では、図9(a)のように切れ刃近傍において切りくずとすくい面が接触しております。この接触面積を低減させるため、すくい面長さを短くさせます。長さが制約されたすくい面(拘束面)を持つ切削工具を用いることで、切りくずの流出方向をすくい面よりも下方向に制御することができます。したがって、拘束面直下に誘導路を施すことで、図9(b)のように切りくずを誘導路に導くことができます。もう一つの特長として、すくい面と切りくずの接触面積が強制的に制約されることで切削力も低減します13。そのため、切りくずの連続処理と切削力低減を同時に実現できる加工方法になります。
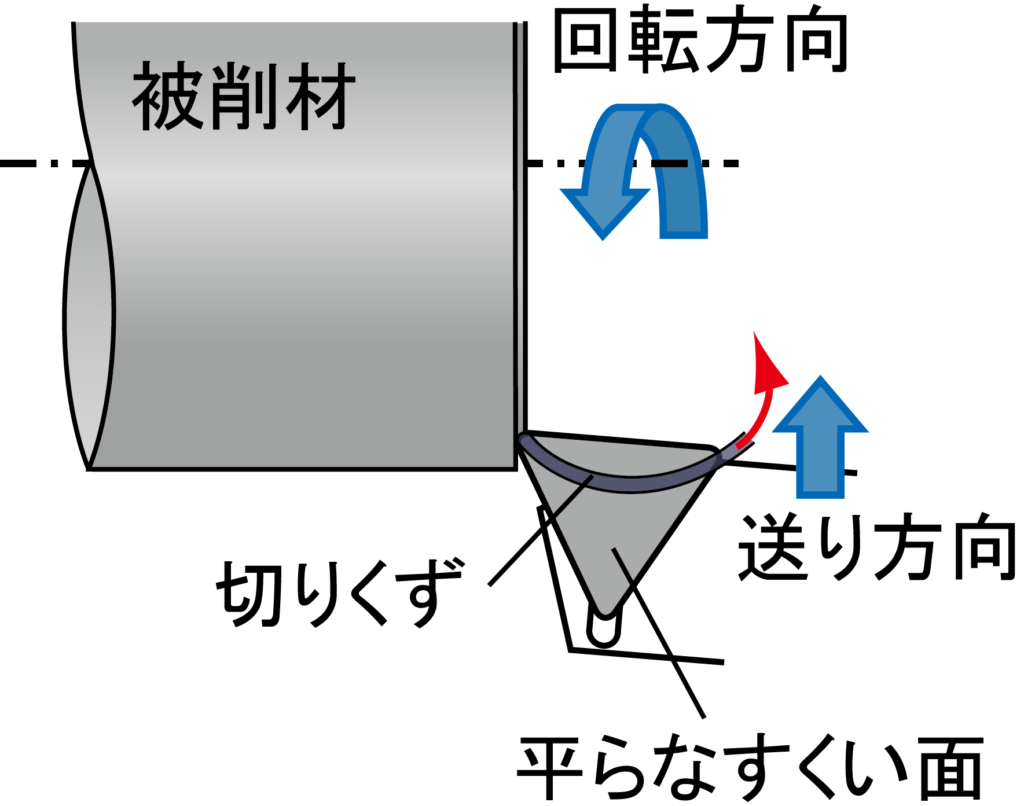
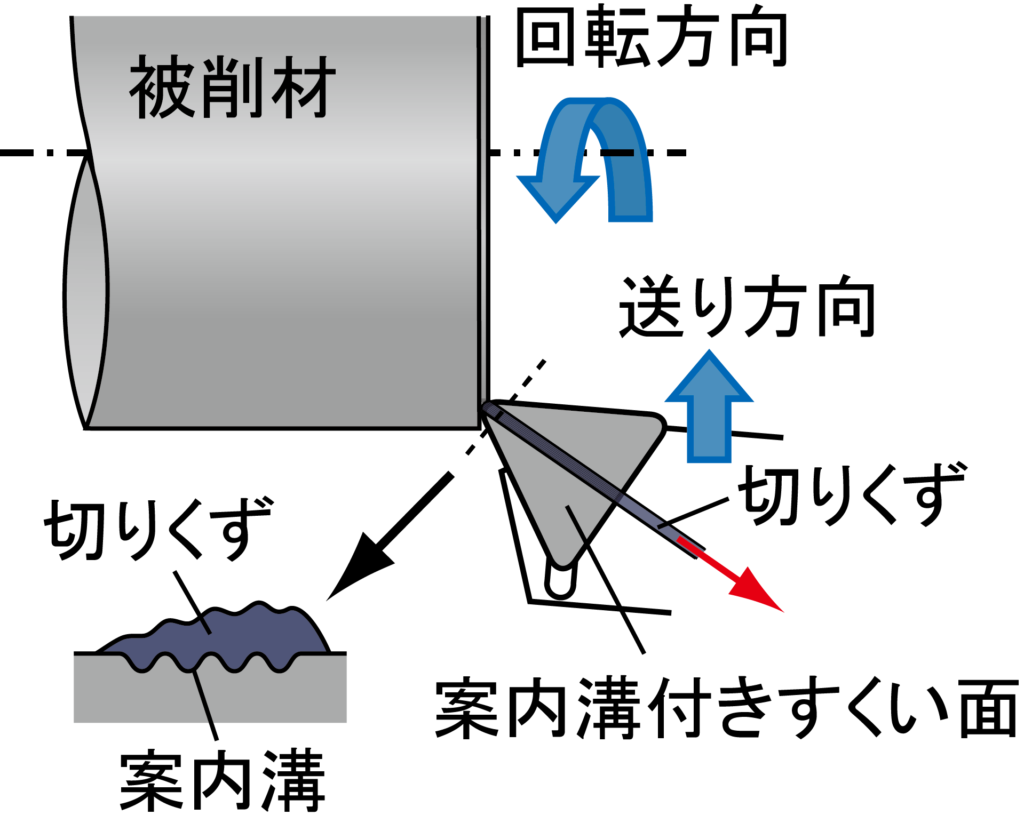
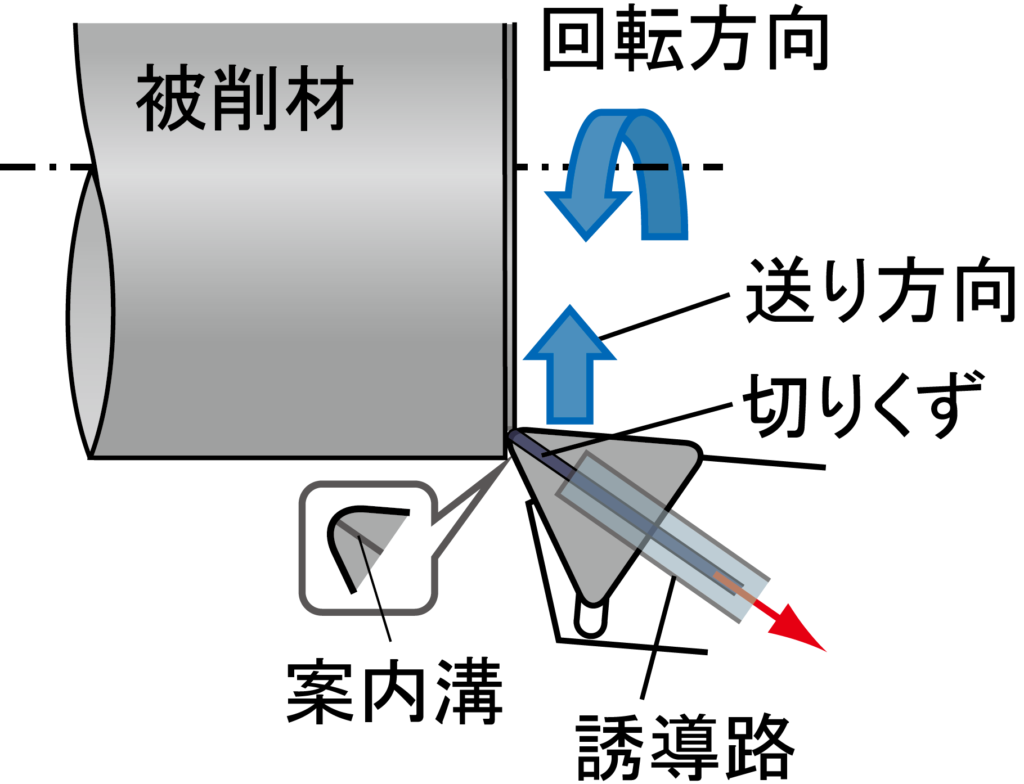
図8 案内溝と誘導路を用いた連続処理[11]
切削加工×インフォマティクスの可能性
プロセスインフォマティクスは、データを駆使して製造プロセス全体の効率や安定性を向上させるためのアプローチです。切削加工においても、工具・加工条件・加工結果などの情報を体系的に扱うことで、従来は経験に依存していた判断をデータに基づいて最適化できるようになりつつあります。
ここでは、切削加工に関連するデータ活用の観点から、「他工程との連携」と「切りくずデータの活用」について、データがどのような価値を生み得るのかを整理します。
他工程との連携
複数工程が関係する製造プロセスでは、部分最適ではなく全体最適が求められます。このようなケースでは、各工程のデータを統合的に扱うプロセスインフォマティクスの効果が一段と大きくなります。
たとえば、熱処理後に切削加工を施す場合、材料を硬化させて製品寿命を向上させる熱処理は有効ですが、その一方で切削性が急激に悪化し、工具寿命を大きく損なうことがあります。こうした相反関係の中で、材質・熱処理条件・切削条件の最適な組み合わせを導く必要があります。(硬さ向上 vs 被削性悪化)
もう一つの例として、金属3Dプリンタ14による付加加工の後に切削加工で仕上げるケースがあります。3Dプリンティング後は残留応力や熱変形、表面性状のばらつきが発生しやすく、その補正として切削加工を行うことが一般的です。付加加工と除去加工を繰り返すことで、工程間で条件が相互に影響し、最適条件の探索が一層難しくなります。(積層の影響 vs 仕上げ条件変更)
このように、工程数が増え、情報や制約が複雑になるほど適切な製造条件の決定が難しくなり、データを統合的に扱うアプローチのニーズは確実に高まっています。
切りくずデータの活用
切削加工で発生する切りくずは、単なる廃棄物ではなく“加工現象そのものを映し出す情報の塊”です。切りくずをデータとして捉えて体系的に収集・比較することは、現場の経験に基づく判断をより深く理解し、再現性ある知識として蓄積するための第一歩です。こうした視点は、プロセスインフォマティクスの重要な考え方とも一致します。
現場では、加工条件の良否を瞬時に判断するために切りくずを目視で確認することが一般的です。しかし、適切な切りくずの大きさや形状は、加工機の剛性、被削材の種類、工具形状、ツールホルダなどの固定といった多くの要因が複雑に影響し合い、経験だけで最適化するには限界があります。だからこそ、切りくずに含まれる情報を“データ化”して扱う価値が高まっています。
切りくずデータとしては、形状(カール、幅、厚さ、長さ)、方向(流出方向、飛散方向)、形態(流れ型、せん断型、むしれ型、き裂型)など、さまざまな属性が挙げられます。これらを継続的に収集し、加工条件や加工面性状と照らし合わせることで、加工精度や製品品質との関連を定量的に把握できる可能性があります。
例えば、
・工具寿命に至るまでの切りくず形状の変化パターン
・切削油剤の供給量・方向による切りくず形状の変動
・工具形状や加工条件による飛散方向の変化
などを可視化することで、これまで経験則に依存してきた切りくず処理性をより高精度に評価できるようになるかもしれません。
切りくずに含まれる情報は、切削加工の中でもまだ十分に活用されていない領域です。「自社の切りくずで何がわかるのか」、「どのような条件でデータ化すればよいのか」といった疑問をお持ちでしたら、ぜひ一度ご相談ください。現場の課題に即した分析の進め方から、実験設計やデータ取得方法の検討まで、実務を意識した形でサポートいたします。
あわせて、製造プロセス全体をデータで捉える考え方については、プロセスインフォマティクスの解説記事[1]もご参照ください。
アイクリスタルはプロセスインフォマティクスのプロフェッショナル集団です。
当社の技術やソリューションに関心をお持ちの方は、ぜひ当社のホームページで詳細をご確認ください。製造業におけるPIの最適なパートナーとして、皆様のご期待に応えます。
お問い合わせはこちら:お問い合わせフォーム
お気軽にご連絡ください。
参考文献
